13355555982
可定製(zhì)生產任何海綿! 歡迎致電谘詢
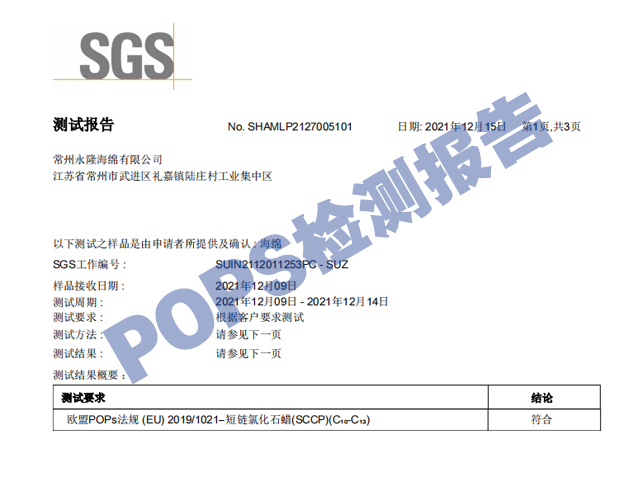
ENVIRONMENTAL
OUR ADVATAGES
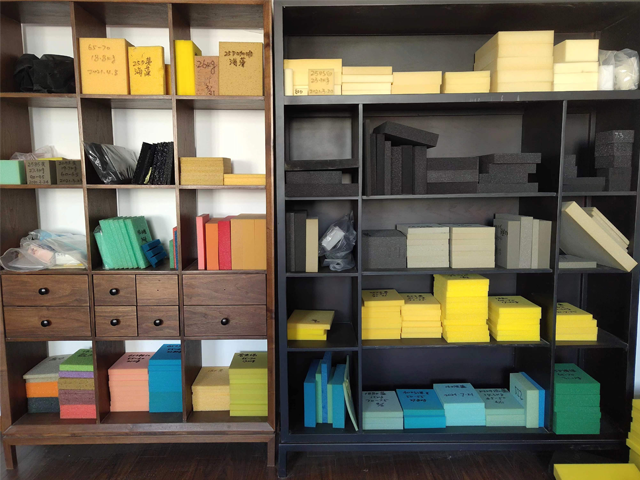
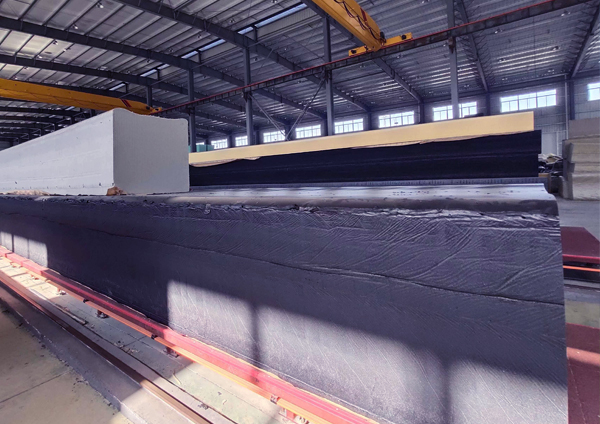
Factory Display
CASE
提供一站式專業服務! 歡迎致電谘詢
News
31
2024-08
孔洞的分布對吸聲材料的性能有著顯著的影響,特(tè)別是對(duì)於多孔吸聲材料如海綿、泡沫等。孔洞集中分布在某些特定區域可以提高材料的···
31
2024-08
海綿的孔洞(dòng)分布對其吸(xī)聲性能(néng)有顯著影響。孔洞的大小、形狀和排列方式都會影響聲波在海綿內(nèi)部的傳播和吸(xī)收。以下是一些主要(yào)的(de)影響···
30
2024-08
海綿材料(liào)厚度的增(zēng)加對聲波在材料內部的傳播有以下影響:增加聲波吸收:隨著海綿厚度的增加,聲波在材料內部的傳播路徑變長(zhǎng),有更···
30
2024-08
過(guò)濾海綿在隔音層中(zhōng)阻斷聲波傳遞(dì)的(de)機製涉(shè)及(jí)以下幾個方麵:吸收聲波:海綿的多孔結構能夠吸收聲波能量,將聲波中的部分能量轉化為···
29
2024-08
海綿作為一種多孔材料,具有多種特性使其(qí)成為有效的消聲材料(liào):多孔性:海綿的多孔(kǒng)結構提供了大量的空氣通道,這些通道可以吸(xī)收(shōu)聲···
29
2024-08
過濾(lǜ)海綿在醫療(liáo)設備中的應用通常需要考慮其透(tòu)氣性和阻力,這兩個因素對設備的正常工作有重要影響:氣體交換:在呼吸設備中,如呼···
28
2024-08
大孔海綿的(de)質地對其清潔效果有顯著影響,以下是一些關鍵(jiàn)因素:孔隙大小:大孔海綿的孔隙較大,這有助於快速吸(xī)水和分散清(qīng)潔劑,但···
28
2024-08
保(bǎo)持大孔海綿的(de)清潔和(hé)衛生非常重要,以確保其在清潔過程中不(bú)會成為細菌和黴菌的滋生地。以下是一些保持大孔海綿清潔和衛生的方法···